
Minitab – toiminnan kehittäminen -kurssilla pyrimme löytämään prosessin vaihtelua mallintavia demonstraatioita. Minitab on tilastollisten analyysien tekemiseen suunniteltu ohjelmisto, jota voidaan hyödyntää prosessien ja laadun parantamisessa.
Kirjallisuudessa törmäsimme varsin usein Deming funnel -suppilokokeeseen, jonka päätimme toteuttaa Quincunx-laitteella. Saadut tulokset olivat samansuuntaisia kuin alkuperäisessä suppilokokeessa. Demonstraation tuloksia voidaan hyödyntää esimerkiksi teollisuudessa, liiketaloudessa tai johtamisessa.
Prosesseissa on aina vaihtelua, mutta sitä voidaan pienentää
Kaikissa prosesseissa esiintyy vaihtelua. Vaihtelu voi aiheutua yleisistä syitä tai erityissyistä. Yleiset syyt aiheutuvat prosessin sisäisistä tekijöistä, jotka ovat kullekin prosessille ominaisia. Erityissyyt ovat puolestaan prosessin ulkopuolisten syiden aiheuttamia. Yleisten syiden aiheuttaman vaihtelun vähentäminen vaatii itse prosessin muuttamista. Erityissyiden aiheuttamaa vaihtelun vähentäminen vaatii puuttumista kyseiseen syyhyn, jolloin itse prosessiin ei tehdä muutoksia. Prosessissa voidaan mitata esimerkiksi komponenttien dimensioita tai palveluiden laatua. (Deming 2000a, 174)
Prosessin sanotaan olevan hallinnassa, kun vaihtelu ei ylitä tilastollisesti määritettyjä valvontarajoja. Prosessia pyritään seuraamaan ohjauskorttien avulla, tarkkailemalla prosessia riittävän pitkän aikaa. Vaihtelun pienentäminen tulisi tehdä selvittämällä vaihtelun syyt ja selvittää ne tekijät, joiden muutokset tukevat parhaiten vaihtelun pienentämistä. Laadukkaassa prosessissa on tyypillisesti pieni vaihtelu. (Deming 2000a, 174)
Puuttuminen yleisiin syihin vaatii prosessin hyvää tuntemista. Prosessin kehittämisen kannalta on haitallista poistaa virheelliset tuotteet vasta prosessin lopussa. Tämä ei kehitä itse prosessia. (Deming 2000a, 176-177)
Demingin mukaan 94 % prosessin vaihtelusta johtuu systeemistä (yleiset syyt) ja 6 % erityissyistä. Yleisten syiden ja erityissyiden sekaantuminen johtaa entistä suurempaan prosessin vaihteluun. Nämä syyt pitäisi huomioida ongelmien ratkaisemisessa ja parannusmahdollisuuksien tunnistamisessa. (Deming 2000b, 315)
Yhdysvaltalainen tilastotieteilijä William Edwards Deming pyrki demonstroimaan prosessin vaihtelua klassisessa suppilokokeessa. Suppilokokeessa selviää kuinka vääränlaiset reagoinnit prosessin yksittäisiin muutoksiin vaikuttavat haitallisesti prosessin hajontaan. (Deming, 2000b, 328)
Kokeessa havainnollistetaan, kuinka periaatteessa hyviltä tuntuvat muutokset prosessiin vain lisäävät sen hajontaa. Kokeen tarkoituksena on osoittaa, että joskus on parasta olla reagoimatta prosessin yksittäisiin muutoksiin. Yksittäisiin muutoksiin puuttumisesta Deming käytti termiä peukalointia. Tärkeintä on prosessin luontaisen kokonaisvaihtelun ymmärtäminen. (Karjalainen & Karjalainen 2020, 84)
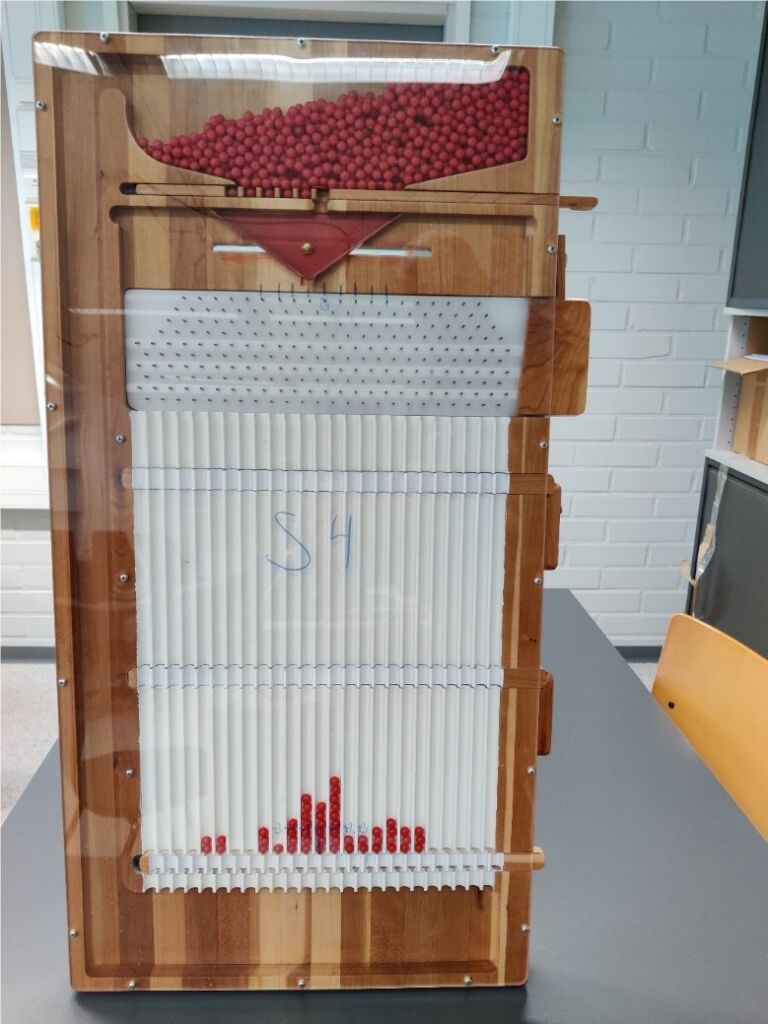
Toteutimme kokeen kuvan 3 mukaisella Quincunx-laitteella, jossa kuulia pudotetaan tappien läpi. Pudotimme jokaisessa kokeessa 50 kuulaa ja tarkastelimme tuloksia ja kuulien jakaumaa. Pudotuksia varioitiin Demingin suppikokeesta tutuilla säännöillä.

1. sääntö
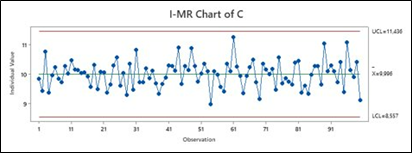
Säännön 1 mukaan prosessia ei säädetä. Kuulat putoavat samasta kohdasta muodostaen jakauman, joka on likipitäen normaalijakautunut. Jakauman hajontaa koostuu pelkästään yleisistä syistä. (Deming 2000b, 328)

2. sääntö
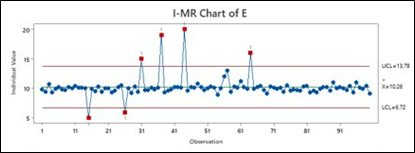
Säädetään vastakkaiseen suuntaan edellisestä putoamiskohdasta. Kuulien jakauma on edelleen normaalijakautunut, mutta hajonta on kasvanut sääntöön 1 verrattuna. Säännön 2 mukaiseen tilanteeseen voidaan päätyä, jos reagoidaan yleisten syiden aiheuttamaan vaihteluun, kuin ne olisivat erityissyiden aiheuttamia. Esimerkiksi kun asetetaan seuraavan vuoden tavoitteet edellisen vuoden tulosten perusteella. (Deming 2000b, 328)

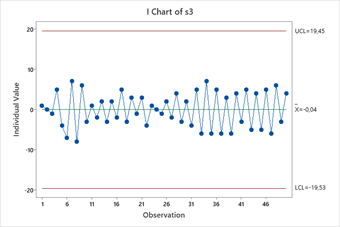
3. Sääntö
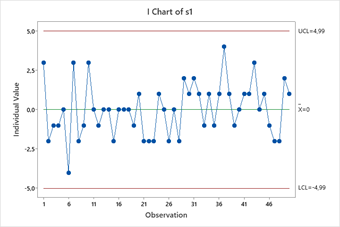
Säädetään vastakkaiseen suuntaan tavoitteesta. Prosessin hajonta kasvaa entisestään ja siinä esiintyy eräänlaista huojuntaa laidasta toiseen. (Deming 2000b, s. 328)

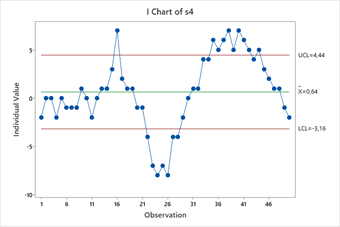
4. Sääntö
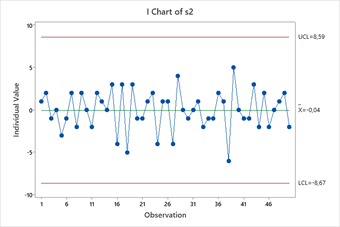
Tähdätään aina edelliseen putoamiskohtaan, jolloin prosessin keskiarvo lähtee siirtymään alkuperäisestä tavoitteesta. Tätä säätöä kutsutaan myös humalaisen miehen kävelyksi. Esimerkiksi asiakaspalvelun tavoitteita voidaan aina muuttaa edellisen palautteen perusteella. (Deming 2000b, 328)
Pohdintaa Demingin suppilokokeesta
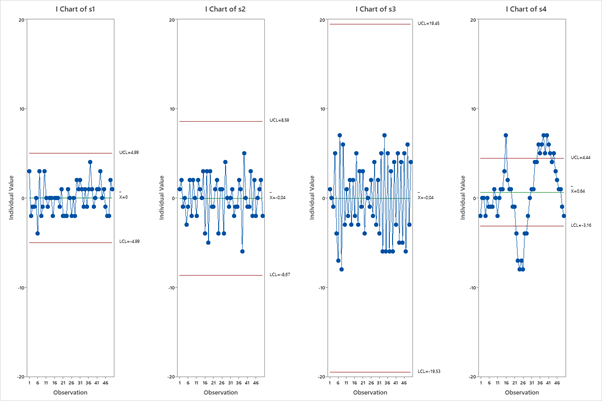
Prosessien säätäminen yksittäisten muutosten perusteella näyttäisi edellisten kokeiden perusteella vain lisään tulosten vaihtelua.
Ensimmäisen säännön mukaan tiputetuilla kuulilla saatiin pienin vaihtelu ja kuulien putoamisen yleisistä syitä aiheutunut lopputulos. Säännön kaksi mukaisessa toiminnassa teimme säätämistä, jolloin tuloksissa on nähtävissä säätämisen haitallisen vaikutuksen lopputulokseen ja prosessin hajontaan. Säätäminen voidaan nähdä myös erityissyynä prosessiin hajonnan ja lopputuloksen kannalta.
Säännön kolme mukaisessa toiminnassa teimme säätämistä suhteessa asetettuun tavoitearvoon nähden. Tulokset vaihtelivat enemmän puolelta toiselle aiheuttaen edellistä suuremman hajonnan prosessin lopputulokseen. Kolmen ensimmäisen säännön mukaisessa kokeessa keskiarvo ei juurikaan muuttunut.
Säännön neljä mukaisessa toiminnassa säätäminen lähtee seuraamaan tiputettujen kuulien tuloksia. Keskiarvo siirtyy alkuperäisestä tavoitteesta ja tulokset seilaavat voimakkaasti laidasta toiseen. Prosessi ei näytä olevan millään tavalla hallinnassa. Säätäminen vaati siis prosessin syvällisempää ymmärtämistä. Joskus täytyy vain hyväksyä yleisten syiden aiheuttama vaihtelu prosessissa.
UpTech – tulevaisuuden osaajia Itä-Suomeen -hanketta rahoittaa Euroopan sosiaalirahastosta (ESR), ja sitä toteuttavat Itä-Suomen yliopisto, Savonia ammattikorkeakoulu (päätoteuttaja) ja Karelia-ammattikorkeakoulu.
Kirjoittajat:
Jani Kangas, lehtori, Karelia-ammattikorkeakoulu
Jarno Mertanen, lehtori, Karelia-ammattikorkeakoulu
Lähteet:
Deming, W. 2000a. The new economics for industry, government, education. Cambridge, Massachusetts: The MIT Press.
Deming, W. 2000b. The out of crisis. Cambridge, Massachusetts London, England: First MIT Press edition.
Karjalainen, E. E. & Karjalainen, T. 2020. Lean Six Sigma 2.0 ja laatuteknologia. Lahti: Quality Knowhow Karjalainen Oy.
Artikkelikuva: Free Stock photos by Vecteezy
